
THIS IS WHAT IT WILL LOOK LIKE WHEN FINISHED, I HOPE!

REAR RIM
I started with the rear wheels as there is a large amount of work in these and when finished will aid moving the model around as it progresses. This is the rear rim finished machined and ready for the strakes. It was machined from a piece of thick wall alloy pipe that I managed to pick up for £70. At the time it seemed good value considering the price of finished cast rings from the likes of MJ engineering. Would I take this route again? NO!

REAR STRAKES
The rear strakes were machined from bar stock and trimmed up on the mill. I lost the will to live somewhere along the line as there is a lot of them. Each needed to be drilled and countersunk ready for the rivets. Talking of which, I used 1/8 iron rivets instead of copper that some people seem to use as I didn't want little copper coloured circles showing on each strake which I think Marrs the appearance. Each to their own I guess.

MILLING THE HUB
The rear hub was machined on the mill. You need to ensure the spokes are a good fit in the hub, so don't start this job until you have the spokes in your hand to try. The dividing head ensures they are spaced evenly around the rim.

SPOKE AND HUB TOGETHER
I considered making the spokes, but by the time I purchased all the material it wasn't that much cheaper to buy than to purchase laser cut ones. So that's what I did and it saves lots of time too.

START OF THE WHEEL BUILDING PROCESS
A jig was used to ensure the wheel remains true and does not end up like a jalopy! You can see the strakes have been fitted prior to this point. The hub cover has been put on for the picture.

TAPPING THE HUB
The spokes are fixed into the hubs by a M3 counter sunk screw. Later I will use araldite to fill in any gaps and ensure a strong wheel is the result.

READY FOR SPOKE RIVETS
The wheels are now ready to have the spokes fitted to the rim. The rim was pre-drilled, so its just a case of drilling through, deburring and commencing fitting. Riveting is one of those jobs I hate, there is a knack to it and I don't have it. Its also quite difficult to get to some of the spoke rivets because I found the strake ones got in the way.

CRANK WEBS

TRIAL FIT
The plan was to assembly everything, braze up and cut out the unwanted material at the end. This ensures the crankshaft remains in line.

CRANKSHAFT
I was concerned about the silver solder not penetrating fully through the joints before the flux became exhausted. In order to overcome this I turned a small groove in the shaft where the webs would be and added a sliver of solder. In other words I had solder inside the joint so that when heated it would flow and make for a strong joint.The unwanted portion was then removed and inside the webs cleaned up. One more thing I did before soldering up was to centre the ends of the main shaft. That way I could place the complete crankshaft in the lathe and clean up the assembly more easily.

WINDING DRUM
This was an easy turning job on the lathe. Here I am boring out the centre to dimension.

NEARLY THERE
At this point I gave everything a coat of etch primer just to keep the dreaded tin worm at bay!

FRONT AXLE
The front axle is shown here complete with the front hubs and fork assembly.

FRONT WHEEL ASSEMBLY
The front wheel rims I managed to roll with the help of my home built bending rolls. It was hard work as the rolls are quite small. The inside T ring was trepanned out of a piece of 1/8 plate. The spoke fitment was basically the same as the rear wheel assembly.

BOILER SHELL
I turned down some MDF to a tight fit in the ends of the boiler shell and trued up the ends in the lathe. Next a portion of the firebox end was removed ready for the throatplate.

FIREBOX TUBE PLATE
The firebox plates were formed from 1/8 sheet beaten over a former made from aluminium. I had anticipated a problem with the copper wrinkling at the corners so I made sure as to remove as much waste as I dared before forming in order to make things easier. With the plates anealed I started in the middle of one corner working around, stopping as soon as the copper hardened so as to avoid cracking. In all it took 4 heating sessions to complete.

THROAT PLATE ANNEALING
The throat plate here is being annealed to soften it ready for flanging to the correct dimensions.

THROAT PLATE
The copper is sandwiched between the wooden former and a piece of aluminium for flanging.

MACHINING THE FLANGE
After flanging the edge was trued up in the mill.

FIRST SOLDERING OPERATION
This joint is an important one and carries a lot of stress in a traction engine. I used a higher melting point silver solder for this first joint and took care to ensure its fit was good fit prior to starting.

FIRST JOINT
Here is the result of the brazing operation. You can see the throatplate flange blends into the boiler barrel. The solder penetration looks to be good.

QUICK TEST
This is how the inner firebox will be assembled. Lots more to do first though.

GEAR BLANK
I turned some gear blanks some time ago. Notice the first blush of rust, its easily removed with some scotchbrite. The gears are 10DP for this scale and were machined on the mill with the use the dividing head.



25 TOOTH GEAR CUTTING
Before I cut the gear the cutter must be set to the middle of the blank or some pretty weird tooth shape will be the result. The depth of cut was marked on the blank and then sneaked up on. When the correct depth is set everything is locked down and the subsequent teeth are cut in one pass of the cutter. All this takes a little patience. You can see that I have written on the bed the number of revolutions and holes I need to advance the dividing head ready for the next cut.

2ND SHAFT ROAD GEARS
The 30 tooth gear on the right is the result from cutting the blank shown earlier. In order to complete this gear cluster I still need to cut the keyway.


CRANKSHAFT 2 SPEED GEAR CLUSTER
Cutting the gears is quite theraputic, that is unless you loose count on the dividing head! Don't ask me how I know that! The keyway on the 20 tooth gear was cut by making a special tool to plane the keyway on the lathe. I found it easier to remove some of the metal with a few well placed saw cuts to make this less demanding on the tool.


2ND SHAFT GEAR CLUSTER
I managed to complete the gear cluster assembly. This took some thinking about as the key way is 2 inches long. In the end I made another tool to complete this job. Obviously it is important that both the key is central on the shaft and that of the key way itself is central in the gear hub.

DRILLING THE SMOKEBOX
This picture shows the setup for drilling the smokebox tube ready for the 1/8 rivets. If you look closely you will see the smokebox front is in place.

HORNPLATES
The hornplates have been made out of 1/8 plate and were machined as a pair so they are identical. Here I am fitting some of the bearings that I made.

SOMETHING LIKE THIS?
Everything is balanced in this shot but adds in the excitement.


SMOKEBOX DOOR
I had a change and machined up the door today. It still needs it hinges.

CHIMNEY
The chimney was a ali castings and all it really needed was a light clean up between centres.

BOILER STRENGTHENING PADS
The good weather has meant I can get back to building the boiler. Here the pads to support the cylinder and motion bracket have been added. I used one rivet to hold the plate in place before soldering. The bushes you can see each side of the boiler will be for the feed water.

TUBE PLATE
Tube plate now ready to help align tubes in boiler prior to soldering. Basically I will fit this over the end of the tubes to keep them in place.

BOILER TUBES

HOT!
I fitted 12 1/2 inch tubes which should work out right. I'm now ready to fit this assembly into the boiler shell.

HOT!
The boiler is starting to get heavy and is now requiring considerable heat to solder.

BOILER SIDE VIEW

BOILER TUBE PLATE VIEW
The small hole towards the top of the tube plate is for the bronze stays that need fitting later.

BOILER FRONT
I added 3/16 throat plate stays. The bush you can see at the bottom left is for the blow down.

BOILER SIDE STAYS
Drilled the sides ready for the stays. The larger holes are 3/4 inch and the smaller are for 3/16 rivets.

BOILER BACKHEAD
As the weather has now turned for the better (May) I have made a push and managed to get the side stays and back head soldered in. I turned the bushes first and soldered these in together with the stays before fixing to the boiler as an assembly to make things easier. By using rings of silver solder around the stays within the water space during assembly meant that these were soldered from the inside out during the soldering process if that makes sense! That way when checking in the firebox and a silver ring is visible around the stays then you know the joint is sound.


BOILER FIREBOX STAYS BOILER SIDE STAYS
The white substance you can see is burnt on flux that still requires removing with a bit more soaking in the acid dip. I use citric acid for this which I buy quite cheaply from good old Ebay! Next up is the foundation ring and the top water gauge bush.


READY FOR TOP WATER GAUGE BUSH
UP ON HER OWN WHEELS!
It's now the start of June and I have finishing the boiler but I haven't tested it yet because I need to make a suitable pump. Once the side stays were machined to dimension on the mill I assembled the horn plates together with all the shafts and slid this over the boiler, spotting through onto a couple of stays when in the correct position It is important not to drill and tap any more than two stays each side until you're sure everything is square.. Measure, measure measure and then measure again...


ECCENTRICS
I managed to get some time in the workshop last night so thought I would make a start on the valve gear. The eccentrics are being machined as a pair to ensure the throws are the same otherwise no amount of fiddling with the valve events will make the engine run properly in forward and reverse. I intend to use mild steel straps to run on these cast iron sheaves. Note the dimensions shown are for the 1" so double everything for 2" scale.

Another couple of nights in the workshop produced these. The last job to do is to drill these 4 BA for the grub screws which are on order.
8th June 2014 Made the eccentric straps made from bar stock.



FINAL DRIVE 80 TOOTH GEAR
21st June 2014. I decided to carry on down the gear train, so I needed to tackle the largest gear complete with it's hub. An order to M-machine metals for some cast iron blanks was placed and a couple of days later a heavy parcel arrived in our hall. The hub is a straight forward job although it did create mountains of dirty cast iron dust that will turn your hands as black as soot. The gear itself has 80 teeth so we need a gear blank with an outer diameter of (80 + 2) / DP that gives us an outer diameter of 8.2". In order to machine it I elected to drill and tap some M10 holes and bolt it to the face plate where it stayed until I had completed cutting the teeth. The picture shows the gear on it's hub ready for bolting up.
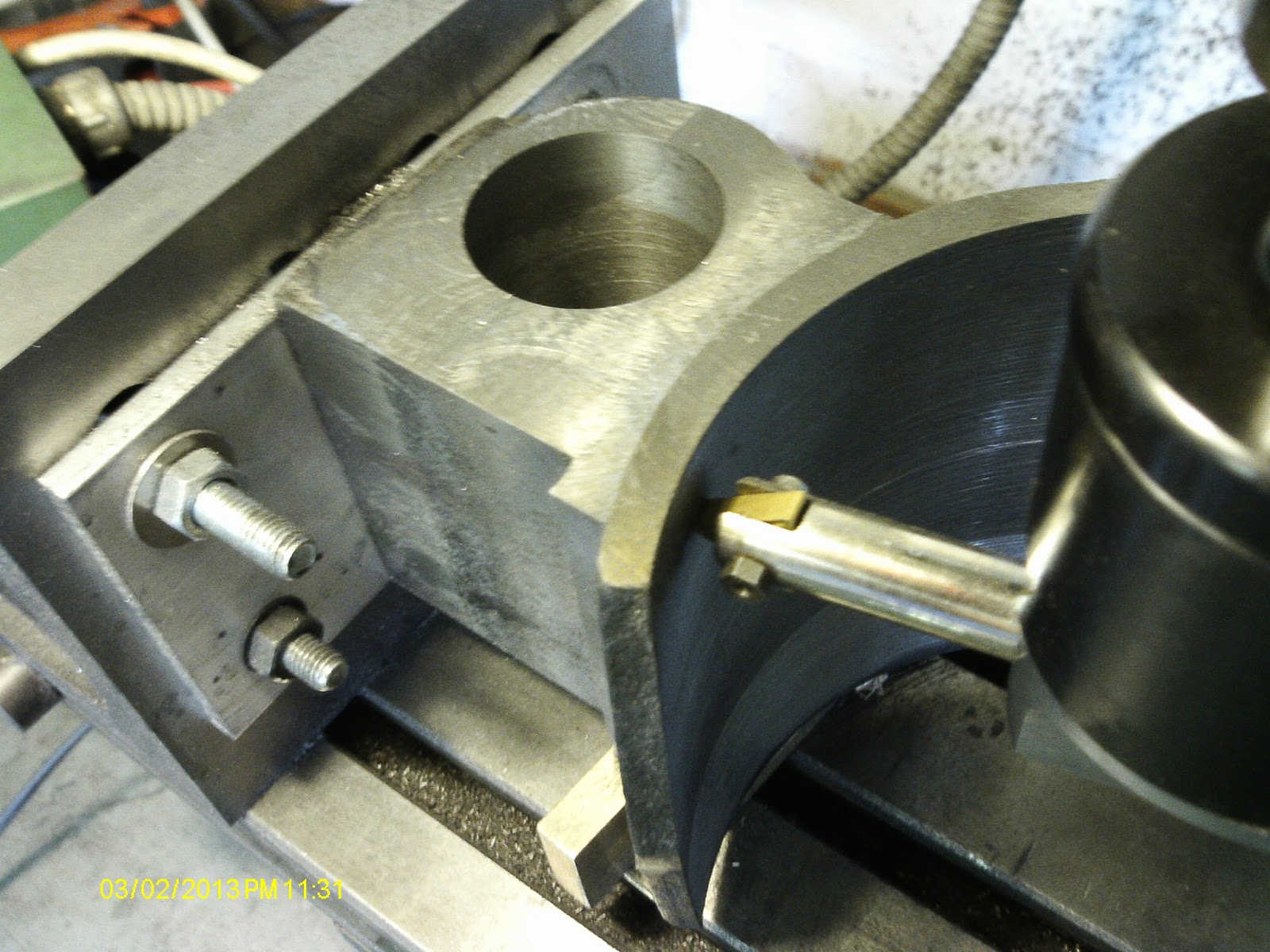
It's now June 2015 and with some free time I made a start on the cylinder. The top where the regulator is to go was first machined flat and then some careful marking out followed. A aluminium plate was then screwed to the top to enable the casting to be bolted onto a large angle plate ready for machining,





It's July and this is as far as I have got. I think I will make the liner next and fix this with a high temp loctite.



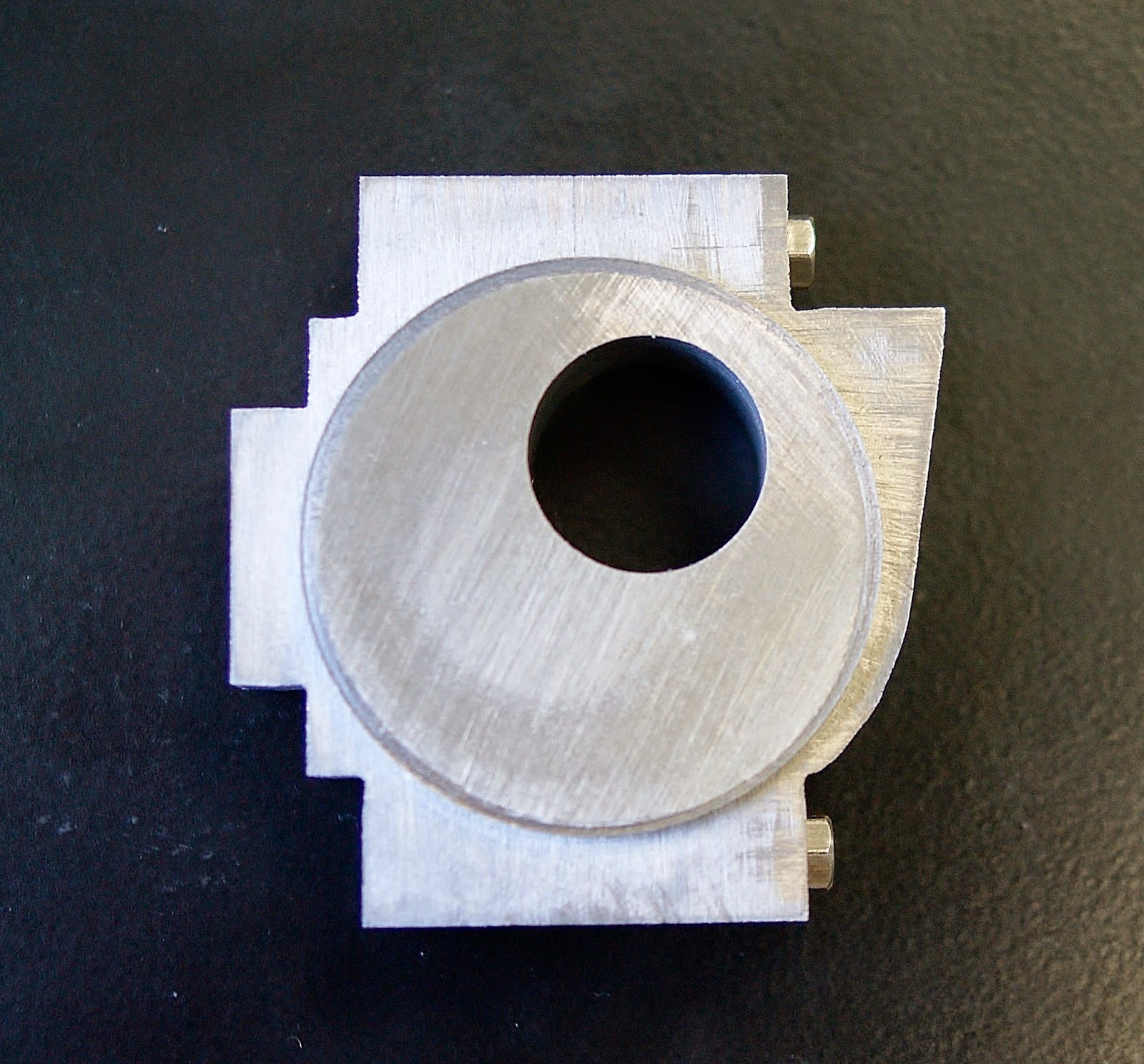
REGULATOR CHEST
Before finishing with the block I made a start on the regulator chest

It's July and this is as far as I have got. I think I will make the liner next and fix this with a high temp loctite.
10 comments:
hi there
trying to decide whether to do a 1" version or a 2" version of the minnie.Is there anything that you dont simply just double up from the 1" drawings to make the 2" version?
cheers
james
Hi James, I am also building a Minnie , it's about three quarters finished, and I scaled it to a 1 1/2 inch scale. It comes out to around thirty inches. I did this because getting material for a larger scale becomes more difficult and you will need a good size lathe, and a decent size milling machine. I am not sure whether the holes for the steam into the cylinder are scaled up, as I am not doubling up the pressure or volume. Any ideas ?
Good luck with your project. You've got some hours ahead of you!
Alan s.
Hi James,
In the main yes, but!! The main item that springs to mind that you don't just double up is the boiler! for a start it will need more stays. There are also aesthetic gains that can be made by carefully choosing the size of the rivets used, for example on the tender / spoke palms etc.
Steve
Hi Steve I am also building a 2 inch Minnie i noticed that your eccentric straps are different to the drawings i would be very interested to see how you fix the rods must say your build looks amazing
Hi Rex,
Many thanks. Where are you based and how far have you got with your Minnie? I have been busy working on the tender and aligning the hornplates (will post some pictures soon). The eccentric straps are something I had in my collection of castings, the plan is to slot them but not got that far yet. Feel free to Email me directly if you'd like.
Hi Steve,
I have tried looking at your google+ profile for an email to contact you but it doesn't seem like you have a listed email address for people to view. However I have managed to find a hangouts link on your google+ profile. I have sent you a message on hangouts, where we can hopefully talk further.
Now listed :)
Hey mate , is it still possible to get the castings for a 2” Minnie , and if so , where from ? Thanks
Blackgates
Hi James, I am building a boiler for the 2" Minnie and noticed your crown stays folded differently from the drawings which I agree with as it supports the firebox crown better and have drilled holes in them for better circulation but have you connected them to the outer wrapper as a lot of traction engine boiler designs don't seem to be connected.
Post a Comment